Добавить в закладки
Как правильно сваривать трубы из полипропилена
Полипропиленовые трубы завоевывают все большее распространение в бытовых инженерных сетях, в химической промышленности и сельском хозяйстве в силу сочетания их прочности, надежности, долговечности и низкой стоимости.
Еще одним преимуществом перед металлическими трубами является быстрая и прочная сварка полипропиленовых труб в системы трубопроводов, используя фитинги и запорную арматуру.
Немного тематических терминов
Инструмент и оборудование для сварки

Сегодня имеется широкий выбор специализированных инструментов и приборов для сварки. Во-первых, аппарат для сварки, который имеет корпус с рукояткой, жало с отверстиями для насадок и подставкой. На корпусе есть выключатель, регулятор температуры, индикатор нагрева и термостат. Подставка позволяет устанавливать аппарат на столе или закреплять струбциной к подходящей конструкции.
Во-вторых, это специальные металлические насадки на жало аппарата, для нагрева ими с одной стороны трубы, а с другой - фитинга. Насадки состоят из двух частей и нагреваются от жала до температуры 260°C - это температура плавления полипропилена. Насадки имеют тефлоновое покрытие, которое препятствует прилипанию пластмассы. В-третьих, . Отрезка ими полипропиленовых труб даже одной рукой не требует больших усилий. При этом ножницы обеспечивают прямоугольность и чистоту реза. Не деформируется внутренний проход трубы. Эти и другие инструменты, помещают в чемоданчик: удобный и практичный набор сварщика. Дополнительно приобретается шейвер, чтобы с его помощью снимать наружный слой армированных труб. Такой набор предназначен для небольших объемов работ, например, при монтаже водоснабжения и отопления в частном доме. Диаметр труб, свариваемых на насадках аппарата, от 16 до 40 мм.
Процесс сварки труб с фитингами
Если попытаться соединить детали без сварки, то будет видно, что больше диаметра входного отверстия фитинга и производить соединение невозможно. Разница в размерах составит порядка 0,5-0,7 мм. И наружный диаметр дорна для фитинга также немного больше его отверстия, как и труба, диаметр которой больше отверстия гильзы. После нагревания насадок и совмещения с ними, происходит оплавление наружного слоя трубы и внутреннего фитинга, с выдавливанием грата впереди гильзы и дорна. В результате нагрева и снятия слоя пластмассы с деталей происходит выравнивание их диаметров, и труба с фитингом уже входят друг в друга и соединяются. Грат виден в месте соединения фитинга и трубы.

Трубы и фитинги надвигаются на насадки до упора, который ощущается руками достаточно отчетливо, чтобы понять, что детали вошли до нужной глубины. Поскольку оплавляется только наружный слой, примерно 0,4 мм, то твердая основа деталей не дает им продвинуться дальше. В продвинутых до упора деталях также оплавляется торец, что очень важно в дальнейшем для прочного соединения. Во время соединения деталей происходит образование цельного изделия.
Если же соединяются детали из разных материалов, то образование цельной детали может не произойти. Может не свариться материал, если поверхность соединяемых деталей была грязной и жирной. Тогда соединение будет непрочным и негерметичным. Температура, установленная на аппарате в 260°C - высокая, для плавления полипропилена она могла быть 149°C, однако, высокая температура позволяет быстро оплавить лишь поверхностный слой материала, не прогревая его на всю толщину. Чтобы получить соединение полипропиленовых труб прочное, как единое целое, нельзя передержать (перегреть) трубы и фитинги в насадках аппарата, как нельзя и недодержать. В первом случае излишне мягкие детали, при их сдвижении, могут деформироваться и уменьшить внутренний проход или не соединиться вовсе. В другом случае, возможно неполное взаимное сдвижение деталей и, как следствие, непрочное соединение.
Подготовка деталей и рабочего места

Технологически сварка отработана, и даже в наборе сварщика есть стандартная инструкция, но более важно строгое соблюдение требований и правил производства работ, от чего на практике зависит качество соединений. План сборки конкретного трубопровода должен разрабатываться на месте работ. Исходя из него, будет известно, сколько и каких соединений выполнять на стационарно закрепленном аппарате, а сколько их придется выполнять, удерживая аппарат навесу. Устанавливают его на прочную поверхность, например, на стол. Жало должно быть направлено в сторону от сварщика. Заготавливают трубы, обрезая их специальными ножницами нужной длины.
Армированные трубы обрабатывают шейвером - снимают армированный слой на месте нагрева. Обычные трубы в местах, где нужно будет варить, обезжиривают. Эту важную для качества сварки операцию пропускают повсеместно. Трубы и фитинги маркируют - наносят условные обозначения на раструбы, в которые будет ввариваться труба. На трубе отмечают ориентацию раструбов фитингов. Приготовленные трубы складывают с одной стороны аппарата, а фитинги - с другой. Навинчивают на жало насадки, можно сразу три. Их правильно ориентируют: дорн закрепляют на стороне, где сложены фитинги, а гильзы на стороне труб. Насадки закрепляют до включения аппарата и затягивают ключом.
Технология и последовательность сварки
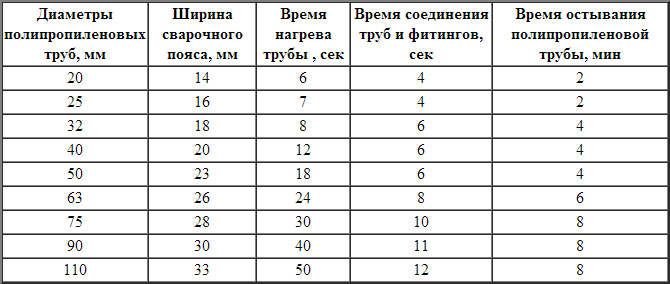
Включают аппарат, устанавливают регулятор нагрева на 260°C, и дожидаются, когда установится нужная температура, и погаснут индикаторы. Если в помещении тепло, то для нагрева потребуется 5-10 минут, если холодно, то сварку можно будет производить минут через 15-20. Когда погаснут индикаторы нагрева насадок, начинают варить подсборки для трубопровода. Берут трубу в одну руку, фитинг в другую. Насаживают фитинг на дорн, а трубу вставляют в соответствующую гильзу. С усилием, по мере нагрева, двигают детали навстречу друг другу до упора, который чувствуется руками. Теперь давление на детали уменьшают, удерживая их в достигнутом положении. Время выдержки - несколько секунд, затем детали быстро снимают с насадок и соединяют, вставляя друг в друга до упора, соблюдая соосность. Удерживают в руках, фиксируя их взаимное положение на некоторое время. Диаметр труб и временные периоды соответствуют приведенным данным в табл.1. Таблица 1. Временные интервалы при сварке полипропиленовых деталей.
Чем больше диаметр трубы, тем больше поверхность плавления, соответственно, длиннее период прогрева. Не стоит пренебрегать временными интервалами и рисковать качеством всего трубопровода. Не рекомендуется варить и одновременно проворачивать детали вокруг оси во время нагрева, сварки и фиксации. Нельзя пытаться изменить ориентировку фитинга или наклонить его относительно оси. Это обязательно приводит к ослаблению места сварки и возникнет риск протечки в процессе эксплуатации трубопровода.

После фиксации соединенных деталей можно сваривать новую пару деталей. Время на одно соединение с трубой диаметром 25 мм, не превышает 22 секунд. Аппарат остается включенным на все время стационарной сварки. Если имеется два режима работы, стоит аппарат перевести на один из них для поддержания температуры. Если индикатор будет периодически загораться, это иногда бывает в холодном помещении, то нужно включить оба режима. Температура насадок должна быть постоянной, 260°C, как этого требует инструкция и технология сварки. Следующую пару деталей можно варить, предварительно осмотрев насадки на наличие прилипшей пластмассы, очищать их нужно ветошью. Если диаметр вновь свариваемых деталей отличается от предыдущего, тогда используют другие насадки.
Способы диаметром от 20 до 63 мм не отличаются чем-либо, за исключением временных интервалов (табл.1). Количество соединений, при стационарно установленном аппарате, на одной подсборке не ограничено. Если затруднительно удерживать в определенном положении трубу или фитинги, необходим помощник для сварщика. У стены сварку на весу нужно производить также с помощником.
Приступают к сборке самого трубопровода. Часть подсборок клипсами закрепляют на стенах, а другую часть необходимо будет вваривать по месту. Для этого снимают все насадки и закрепляют одну, нужную, на конце жала. Это делают для облегчения аппарата и для маневра, поскольку у стены дефицит пространства. Если температура окружающей место работы среды отрицательная, то работы по сварке не производят: большой риск получения некачественного соединения.
Один из лучших способов заменить старые элементы трубопровода или проложить новый, – заняться монтажом полипропиленовых труб своими руками. Работа не займет много времени, если в доме есть сами трубы, необходимый набор фитингов и сварочный аппарат для полипропиленовых труб. Буквально через полчаса уже можно будет пользоваться новой системой.
Такая технология сварки называется раструбной (муфтовой). Трубы соединяют не стык в стык, как металлические, а через дополнительные переходники – фитинги, с которыми спаиваются края при температуре 260 градусов. Также есть фитинги-переходники со сварного на резьбовое соединение.
Инструменты для сварки
Аппарат для сварки  Разновидности фитингов для полипропилена Для полноценной работы потребуется следующий список инструментов.
Разновидности фитингов для полипропилена Для полноценной работы потребуется следующий список инструментов.
- Сварочное оборудование (аппарат для сварки полипропиленовых труб, специальный утюг, паяльник)
- Набор насадок для паяльника (наиболее популярны модели по 20 мм)
- Специальные ножницы или кольцевой резчик. При маленьких объемах работ можно обойтись и обычной пилой/ножом
- Шейвер для зачистки контура (понадобится при снятии армированного покрытия, если оно имеется)
- Фаскосниматель. Его используют в случае плохого качества контура (лохмотьев), чтобы не задирался пластик. Но при использовании специальных ножниц это не произойдет. При необходимости можно сделать точилку своими руками, впаяв в фитинг под 45° лезвие ножа
Самодельный сварочный аппарат для полипропилена
Цена на паяльники для полипропиленовых труб начинается от 1000 рублей. Если объем работы не такой большой и есть желание сэкономить, то можно сделать паяльник своими руками.
Для этого понадобится:
- старый утюг – 0 руб.;
- двусторонняя насадка под нужный размер – 250 руб.;
- компьютерная термопаста – 140 руб.;
- дрель, сверло по металлу и болт с шайбой соответствующего диаметра.


- Прикрутите насадку к подошве утюга, смазав её торцы термопастой для хорошей теплопередачи.
- Заранее определитесь, как удобнее будет работать, и закрепите насадку большей стороной вверх или наоборот. Важно сделать это вначале, т. к. при нагретом утюге сменить её будет трудно.
- Отпилите острый кончик утюга для удобства работы у стены.
- Перед работой прогрейте утюг в течение нескольких минут и подождите, пока он включит нагрев второй раз.
- Температура насадки должна быть 260°-270°C. Если датчика температуры нет, можно приблизительно измерить её с помощью свинца и олова. Олово (для припоя) должно плавиться хорошо, температура его плавления 231°C, а свинец начнет плавиться только при 327°C.
Видео-урок
Видео-инструкция покажет, как производится сварка полипропиленовых труб.
nn nrn(adsbygoogle = window.adsbygoogle || ).push({});rn
Инструкция по монтажу

- Перед началом работ важно определиться с местом прокладки труб. Желательно сделать план на бумаге, чтобы снизить количество свариваний «на весу». Гораздо удобнее будет собрать основные элементы на столе, и затем в несколько приемов закрепить их в систему.
- Чтобы соединить полипропиленовые трубы, нагревают края элементов. Внутренняя стенка нагревается в муфте, а трубы с внешней стороны. Для этого их практически до конца надевают на насадку паяльника, и держат несколько секунд.
- После этого сразу соединяют элементы в нужном направлении. У вас будет пара секунд, чтобы при необходимости отцентровать их, обычно это делается на глаз. При этом нельзя крутить их внутри по отношению друг к другу. Время сварки зависит от толщины пластика и ширины шва.
- Нагретый полипропилен смешается на месте стыка, и надежно сварится, если его нагрели его до нужной температуры. Слишком долго его держать на паяльнике тоже нельзя, пластик может потечь, уменьшится внутренний диаметр канала, нарушится герметичность соединения.
- При правильном соединении часть пластика должна равномерно выйти, образовав небольшой наплыв на муфту. Если при одевании возникают проблемы и пластик сильно загибается, нужно снять фаску с кромки.
- Сварочный аппарат для пайки должен стоять на подставке (специальной струбцине). Нужно выставить температуру на регуляторе в 260°C, но для скорости работ можно увеличить её до 280°C. Другие температуры приведут к ненадежному соединению, поэтому при покупке аппарата необязательно выбирать модель с терморегулятором.
- На нагревательную насадку элементы будут одеваться с трудом, потому что имеют больший радиус. При одевании можно немного повертеть их по оси, чтобы было проще надеть на насадку. Однако вставлять трубы до упора нельзя, чтобы не оплавились вовнутрь их торцы. Вначале, чтобы избежать этого, стоит делать отметки карандашом, но потом уже несложно будет почувствовать нужную глубину.
- Когда все элементы собраны, можно приступить к сварке «на весу». Обычно это переходы между стен, соединение с батареями, вводы водоснабжения.
- Если трубы подходят к котлу, поблизости не должно быть пластика. Чтобы его «не подпустить», трубы подводят с помощью переходника со сварного соединения на резьбовое, через металлическую трубу длиной более 0,5 м.
- Не забудьте установить запорный вентиль перед новым участком трубопровода, это поможет при ремонте или установке новой точки.
- Запуск нового отрезка покажет, правильно ли прошёл процесс пайки. Открыв запорный вентиль и пустив воду в систему, проверьте все соединения на предмет протечек.

Перед тем как спаять полипропиленовые трубы, обязательно открывают кран на муфте, иначе воздух будет выталкивать его из насадки паяльника.
Согласно немецким нормам DVS-2207-1, зачистка для полипропиленовых труб должна иметь угол 15°, и углубление на 2-3 мм. В России стандартом считается скос фаски на 45° и углубление на 1/3 толщины. Фактически, подойдет любая фаска в этих пределах. Главное, чтобы она была равномерной.
 Ручной труборез
Ручной труборез 
Обычные пластиковые трубы подходят только для холодной воды, они не предназначены для работы под давлением. При монтаже трубопроводов и отопления необходимо использовать только армированные полипропиленовые трубы. Для их сварки понадобится снять часть армирования специальным шейвером.
 Шейвер для зачистки кромок от армирования
Шейвер для зачистки кромок от армирования Соединение металла с полипропиленом

При ремонте часто случаются ситуации, когда к старым металлическим трубам нужно подсоединить новый участок из полипропилена. Данное соединение делается с помощью специальных фитингов. Если к полипропилену фитинг припаивается паяльником, то при соединении к металлической трубе можно пойти двумя путями. Можно приварить трубу к фитинги при помощи сварочного аппарата, а можно нарезать резьбу на трубе и прикрутить фитинг. Приварить проще, но нужен сварочный аппарат, поэтому обычно нарезается резьба на трубе. Перед операцией по соединению железный отрезок зачищается и смазывается солидолом.
Использование полипропиленовых труб позволяет спрятать их внутрь стены, в отличие от винтовых металлических. Предварительно важно убедиться в герметичности соединений.
Теперь вы знаете, как правильно паять полипропиленовые трубы, и без труда сможете сделать это самостоятельно. Вначале потренируйтесь на маленьких обрезках, и у вас быстро получится обновить водопровод для дома.
Со стороны кажется, что в сварке полипропиленовых труб ничего особо сложного нет: нагреть, соединить, остудить - готово. Однако на практике выясняется, что в этом деле существует масса важных моментов, которые влияют на качество соединения труб и фитингов. Пренебрежение этими нюансами приводит к различным огрехам, вызывающим закупорку, протекание труб и другие проблемы. Часть ошибок обнаруживается только через несколько месяцев после начала эксплуатации трубопровода, когда горе-мастеров уже и след простыл.
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.
В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева. Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей.
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Вам также может быть полезен материал о выборе паяльника для полипропиленовых труб: .
Ошибка #1 - грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения. Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения.
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа.
Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 - неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается.
Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 - неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды.
Еще одна проблема такого рода - попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.
Наглядный результат неправильной пайки полипропиленовых труб в разрезе. Использование некачественного материала и несоблюдение времени фазы «фиксации» привело к деформации соединения
Ошибка #4 - пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки.
Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода.
Для обустройства канализационной системы важно знать, как соединять водосточные каналы и обеспечивать им герметичность. Сварка полипропиленовых труб используется для организации стоков как в домах, так и в квартирах.
Достоинства сварки
Сварочные работы проводятся при помощи специального оборудования, которое можно купить в магазинах сантехнических изделий. Паяльник или инвертор для пластика представляет собой устройство, в котором зажимаются и центрируются части коммуникации, нуждающиеся в соединении.
При помощи нагревательных элементов концы труб соединяются. Такая тепловая обработка гарантирует прочное и долговечное сцепление за счет диффузии молекул полипропилена. Главным достоинством такой методики является её эффективность: в отличие от резьбовых креплений нет вероятности ослабления места зажима.
Достоинства сварки полипропиленовых труб :
- Обеспечение полной герметичности системы. Отопление, водопровод и канализация требуют полной закупорки, ведь проникновение даже небольшого количества воздуха может стать причиной поломки всей коммуникации;
- Скорость работы. Сварка производится буквально несколько минут;
- Долговечность. Если не учитывать возможные механические повреждения, то сварное соединения на полипропилене прослужит очень долго;
- Возможность соединения трубопроводов любых диаметров. Все, что понадобится – это купить фитинги нужных размеров и настроить паяльник на необходимый режим работы.
Естественно, соединение полипропиленовых труб без сварки считается более доступным, поскольку стоимость нового инвертора может варьироваться в пределах 7 тысяч рублей. Но зато, имея у себя в хозяйстве подобное приспособление, Вы сможете в любое время производить необходимый ремонт водопровода.
Фото – раструбная сварка
Как производится сварка
Если у Вас есть оборудование для работы (паяльник или пистолет), то сварка полипропиленовых армированных труб для воды легко осуществляется своими руками. Перед началом работы Вам нужно подготовить необходимые инструменты и приспособления, в том числе фитинги, насадки для сварочного инвертора, и т. д.
Пошаговая инструкция , как производится сварка полипропиленовых напорных труб большого диаметра и малого:

В зависимости от типа проводимых работ, Вам может понадобиться не только аппарат для сварки полипропиленовых труб, но и комплект насадок. Сама по себе сварочная машинка имеет довольно ограниченное количество диаметров, в то время как её область применения можно значительно расширить, если использовать насадки.

Фото – ручная пайка
Если по определенным причинам классическая сварка полипропиленовых водопроводных труб не подходит, то есть еще одна технология: холодная стыковая . Эта методика основана на использовании специальных клеевых составов. Она подойдет как для обычных, так и для армированных стекловолокном водопроводов.
Пошаговая инструкция холодной сварки труб:
- Вам понадобится клей и специальная насадка к нему. Многие производители сразу продают продукцию с узкими «носиками», подходящими для обработки тонких пластиковых креплений;
- Перед началом склеивания производится зачистка поверхности стыка. Нужно устранить всю пыль и грязь, при необходимости наждачной бумагой снять заусеницы;
- После клей заливается в фитинг, в котором стыкуются два конца трубопровода. При помощи определенных химических элементов производится диффузия верхнего слоя пластика и коммуникации соединяются. Очень удобным является то, что так можно соединять отрезки под любым углом;
- Далее, соединение фиксируется на некоторое время в специальных центрах. Для этого также может использоваться самодельная установка. В среднем, нужно обеспечить статичность крепления на 1 день. По окончании работы, система снимается и осуществляется её монтаж.
Видео: пайка полипропиленовых труб
Сколько стоит сварочный инвертор
Купить прибор для сварки полипропиленовых труб или набор с насадками можно практически в любом городе, расценки будут зависеть от типа устройства и количества насадок. К примеру, сварочный инвертор «Кобра» российского производства обойдется примерно в 3000 рублей, а пистолет для полипропиленовых труб Dytron SP-4a (Чехия) – 5000 рублей.
Раньше трубопроводы для транспортировки жидкости составлялись в большинстве случаев из стальных труб. Сейчас они заменяются на более современные полипропиленовые изделия. Об особенностях материала, а также о том, как выполнять сварку таких труб, пойдет речь в статье.
На данный момент от использования стальных труб при укладке бытовых трубопроводов практически отказались. Им на замену пришли полипропиленовые трубы, обладающие множеством преимуществ. Монтаж такого трубопровода отличается простотой, выполняется посредством сварки. Освоить ее получится у любого желающего.
Особенности полипропиленовых труб
Полипропиленовые трубы отличаются главным образом тем, что они дешевле стальных, при этом обладают хорошими эксплуатационными характеристиками. Материал изготовления устойчив к коррозийному воздействию и крайне долговечен.
Как уже было упомянуто выше, соединение труб осуществляется сваркой. Стыки при этом получаются надежными и очень герметичными. Если знать технологию сварки полипропиленовых труб, то монтаж такого трубопровода в доме не займет много времени.

Область применения труб из полипропилена:
- Монтаж бытовых трубопроводов для транспортировки холодной и горячей воды;
- Сборка газопроводов;
- Создание отопительных систем;
- Использование в промышленности, транспортировка любых жидкостей, даже химических;
- Монтаж систем канализации.
Чтобы собрать надежную конструкцию, которая прослужит много десятков лет, полипропиленовые трубы соединяются посредством диффузной сварки. Такой способ характеризуется быстротой реализации, а также высоким качеством.
Инструменты и материалы для сварки ПП труб
Чтобы выполнить монтаж ПП трубопровода собственными руками, необходимо заготовить специальное оборудование. Основным инструментом в этом деле является сварочный станок с подходящими насадками. Приобрести его получится по цене приблизительно в 100-120 у.е.
Стоимость аппарата формируется из его технических характеристик, а также набора поставки. Поскольку инструмент потребуется только для монтажа полипропиленовых труб, то от него не требуется высокий показатель мощности. Он будет определять исключительно время выполнения работы, но не конечное качество, а также степень герметичности сварного соединения.

Если говорить о комплектации, то необходимо проверить, что набор включает в себя насадки, подходящие по диаметру для сварки ПП труб. Обычно туда входят все распространенные размеры. Если же планируется сварка трубы нестандартного диаметра, то соответствующую насадку можно докупить.
Если планируется выполнение разового монтажа трубопроводной системы, то не имеет смысла приобретение сварочного аппарата. Гораздо разумнее взять его в аренду в специализированной монтажной компании.
Прочие приспособления для монтажа конструкции:
- Обезжиривающий состав (с задачей хорошо справится спирт);
- Неворсистая натуральная тряпка;
- Рулетка;
- Строительный карандаш либо маркер для разметки;
- Торцеватель либо нож.
Рекомендация. Чаще всего набор поставки сварочного аппарата включает в себя труборез. Этот инструмент используется для легкой и аккуратной нарезки труб. Если он отсутствует в комплектации, труборез необходимо приобрести отдельно.
Подготовка к сварке труб из полипропилена
Для начала необходимо нарисовать план трубопровода. На нем нужно разметить размеры труб, места размещения арматуры, а также ее количество. Перед самой сваркой проводится комплекс подготовительных действий, необходимых для успешного выполнения работы.
Для начала необходимо проверить труборез, если он новый. Проще всего это сделать с помощью лишней трубы или ее участка. Срез должен выйти аккуратным и гладким. Теперь можно переходить к нарезанию труб. Заранее замерьте нужные размеры отрезков. Для выполнения задачи вместо трубореза можно использовать ножовку по металлу. В таком случае необходимо дополнительно обработать срез, устранив все дефекты.

Стоит проверить, круглые ли трубы (они бывают сплюснутыми - это деформация). Затем замеряется глубина вхождения изделия в фитинг. Ее нужно отметить на внешней стороне трубы, при этом зазор должен составлять примерно один миллиметр. Нельзя задвигать трубу до самого конца. При выполнении сварки потребуется знание глубины вхождения.
К аппарату для сварки подключаются насадки нужного диаметра. Затем прибор включается. Ему требуется какое-то время для разогрева. Для сварки П П труб необходима температура 260 градусов. Обычно на сварочной установке присутствует специальный регулятор и сигнальная система. Она сработает, когда аппарат нагреется до заданного значения.
Еще до начала сварки необходимо проверить, что выбранные насадки подходящего диаметра. Срезы труб должны быть гладкими и обезжиренными. Лучше всего протереть спиртом сами насадки. В таком случае на них не налипнут частицы полипропилена.
Технология сварки
Предварительно нужно обезжирить срезы труб. Когда насадка нагреется до нужной температуры, на нее надевается элемент фитинга, а уже потом труба. Теперь необходимо подождать, пока детали нагреются. Их ни в коем случае нельзя прокручивать, так как это приведет к деформации.
Сварка полипропиленовых труб должна продолжаться ровно столько времени, сколько указано в таблице из инструкции к аппарату. Данный показатель зависит от двух факторов: мощность сварочной системы и диаметр сечения трубы.

Частые ошибки при выполнении работы
Существуют частые ошибки при сварке полипропиленовых труб. Они связаны с неаккуратным проведением работы или отсутствием некоторых подготовительных действий. Знание возможных ошибок позволит избежать различных осложнений при выполнении задачи.
Проблемы могут возникнуть в том случае, когда не нанесена разметка, определяющая глубину введения труб. В этом случае может возникнуть зазор между элементами больше или меньше одного миллиметра. Такое соединение является крайне ненадежным. При эксплуатации оно быстро выйдет из строя.

Ни в коем случае нельзя сильно сжимать полипропиленовые трубы при сварке. В результате таких действий внутри изделий может скопиться расплавленный пластик. Он будет затруднять транспортировку жидкости либо полностью закупорит трубу.
Аналогичная проблема может случиться, если трубы будут перегреты еще до сварки. Поэтому необходимо следить за температурой, когда идет выполнение работы.
Сам по себе принцип сварки полипропиленовых труб довольно простой. С освоением этой технологии справится любой желающий. Когда человек ознакомится со всеми нюансами процесса и заготовит все необходимые материалы и инструменты, он может смело переходить к монтажу трубопровода из ПП.




